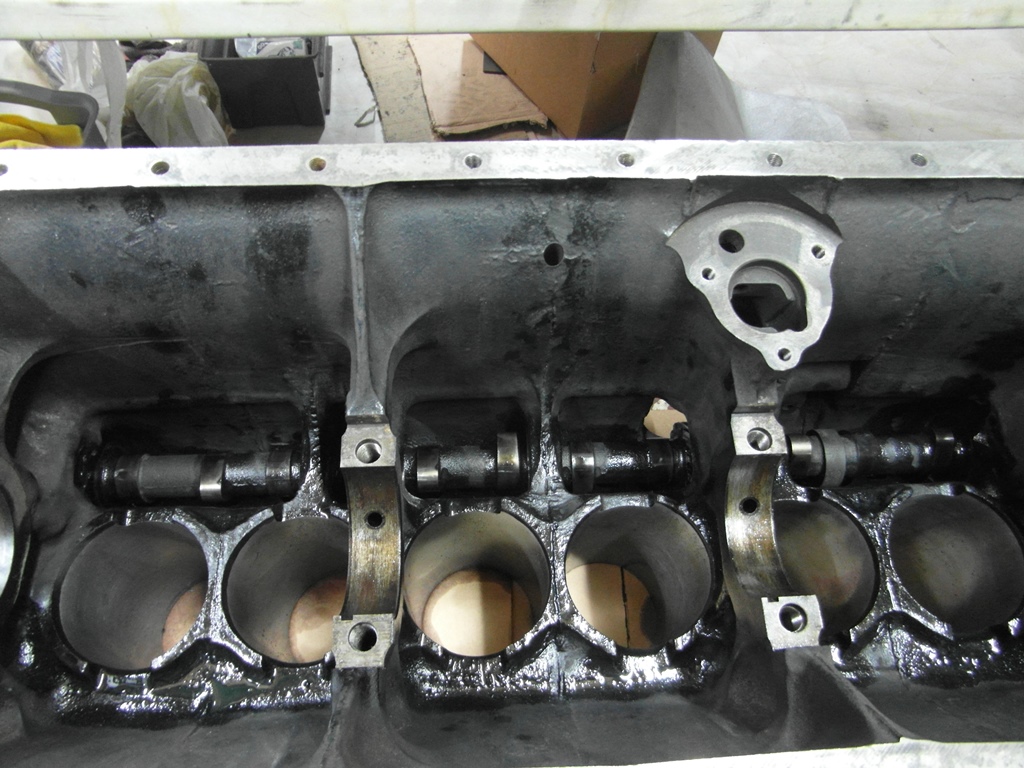
After lots of cleaning, John has decided it was time to start reassembly, above the camshaft has been slid back into the block. With a running clearance of 0.0015" to .002" we decided that was well within acceptable tolerances for the bearing surfaces.

Above and below you can see two of the four main bearing shells fitted into the block. Note the locating tab on the right hand side , that when the cap is fitted with its corresponding tag stops the bearing shells rotating in the block. Also this is the only position where the oil feed hole in the block lines up with the hole in the bearing shell. Very important !
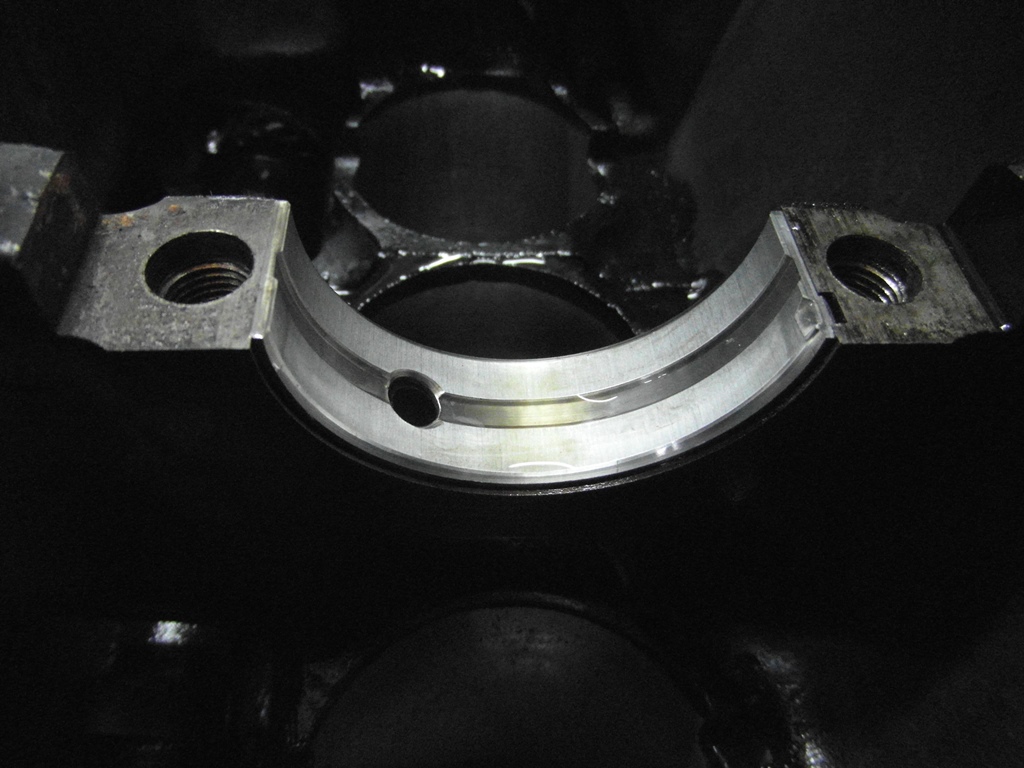
Bellow you can see John fitting a bearing shell into the main cap, with the tab seen on the left side at the rear. You can see the oil feed hole in the bearing, but obviously there is no feed in the cap.

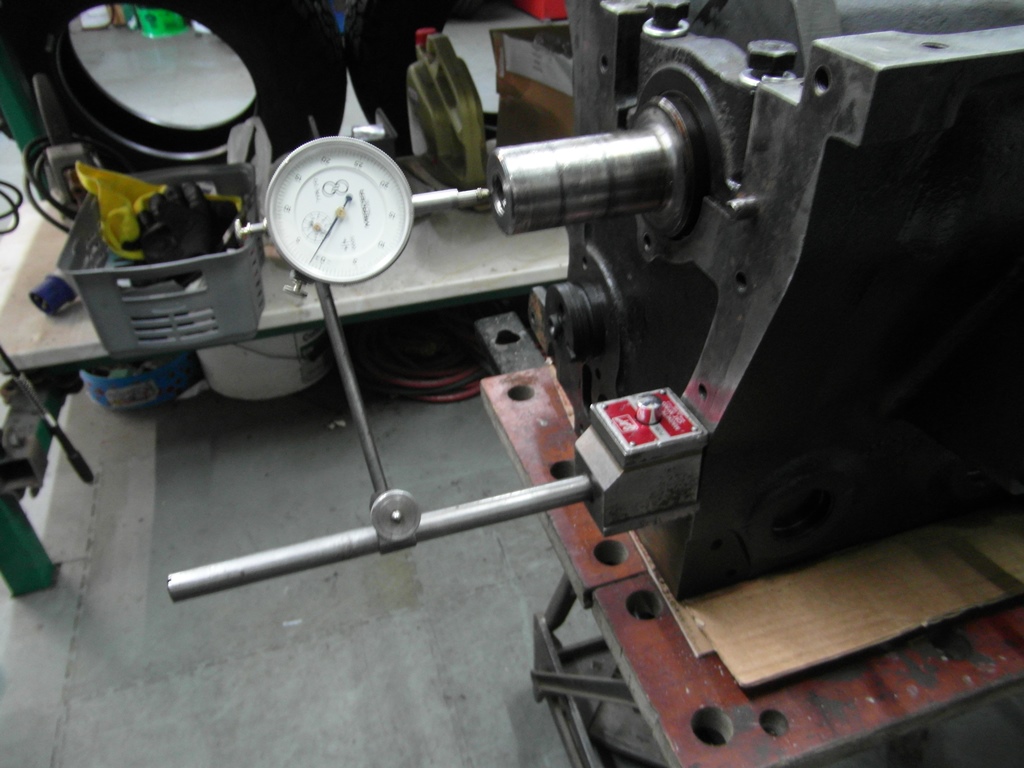
Having dropped the crank into the bearings ant the caps fitted but not tightened down, a dial gauge on a magnetic base to measure the end float, measured at .002"
Below, John is fitting the Front sealing block and two wood packing pieces. A little difficult getting the wood wedges in. A Stanley knife was required to trim the wedges to "size"

Below, the sealing block in position.

John is now fastening the two locating screws.
